Design for Viscosity not Gravity: with Rapid Liquid Printing
Interview with Hamilton Forsythe + RLP Team
Rapid Liquid Print (RLP) spun out of MIT’s Self Assembly Lab to develop a novel additive manufacturing process built around a silicone extrusion inside a suspended support viscous gel. A method that removes gravity from the 3D printing equation, and with it the need for support structures, unlocking entirely new geometric possibilities for an extrusion based method.
Rather than layering material in planes, RLP’s process enables continuous tool-paths across multi-surface geometries, producing isotropic silicone parts with fine surface control (dependent on nozzle size), variable stiffness, and minimal post-processing after cleaning off the goopy gel.
In this interview ahead of Hamilton Forsythe’s presentation at CDFAM Amsterdam, the RLP team discusses how they approach design as a response to this process: how viscosity, toolpath logic, and surface decomposition shape their thinking about what is printable, efficient, and functionally viable.
Using a case study of the Ariel Swipe Bag project with Coperni (debuted at Paris Fashion Week) which drew wide attention on the fickle fashion and design internets, and how the same methods are being applied to medical and industrial parts.
Can you start by telling us what you be sharing at CDFAM Amsterdam, and why was the Ariel Swipe Bag an interesting project to explore through Rapid Liquid Printing?
We will be highlighting our collaboration with Coperni Paris, in partnership with Disney; to produce the Ariel Liquid Print Swipe Bag for Paris Fashion week FW 2025 with a production run released in spring 2025.
As a team, Rapid Liquid Print is always interested in pushing the boundaries between manufacturing, design, art, and fashion. Coperni is well known as a brand which plays a leading role in tech-fashion, that continuously explores futuristic methods of production and innovative materials. Therefore, Coperni was a great collaborator for developing a unique RLP methodology for printing the Swipe’s iconic geometry, a complex shape that could be broken down into double curved surfaces with an empty cavity, an opening, and a handle. This geometry would have required support structures and other material compromises with other AM methods.

While fashion may not be your primary focus, what did this collaboration with Coperni to produce the Ariel Swipe Bag help you learn—and how do those insights carry over into your more typical applications, such as parts for healthcare or automotive parts?
Coming from a research background at MIT in the Self-Assembly Lab, we have previously collaborated on projects in the fashion industry, but this was our first designer handbag that we took beyond the runway and into production.
Since leaving MIT and starting RLP as a business we have found great product fit in healthcare and medical devices where we produce parts like custom prosthetic liners. We have also developed products in several industries like automotive where we produce gaskets, seals, and lattice cushioning with variable stiffness properties.
Working with clients in different industries always provides opportunities to improve on feedback and considerations from different perspectives and build a more comprehensive manufacturing process.
Coperni’s criteria for the Swipe was relatively simple for what became an intriguing prompt for RLP. The iconic shape and design of the Swipe Bag had to be maintained while also remaining functional.

By balancing rigidity and flexibility we were able to manufacture the bag such that it did not deform when objects were placed inside it, while remaining stretchy enough to include an operable opening in the isotropic silicone form.
We improved on the unique ways in which our proprietary software can automatically guide the decomposition of this geometry into a sequence of printable toolpaths. We also developed methods for printing a reinforced opening that is strong enough to handle repeated opening of the bag.
These learnings have been easily adapted to other medical devices and other geometries that must be understood as a collection of decomposed printable surfaces.
How does the Swipe Bag project compare to the other types of components you typically produce, such as parts for healthcare application or automotive interiors?
The Swipe Bag project is similar to many of the ways we have continued to develop our technology at RLP.
We are an applications and solutions-based company, so like many of our other products we have worked in a collaborative manner with clients and customers to find advantageous ways to apply RLP to their specific use cases. We enjoy collaborating with innovative partners with new or existing products to build a more robust process and expand our technical capabilities.
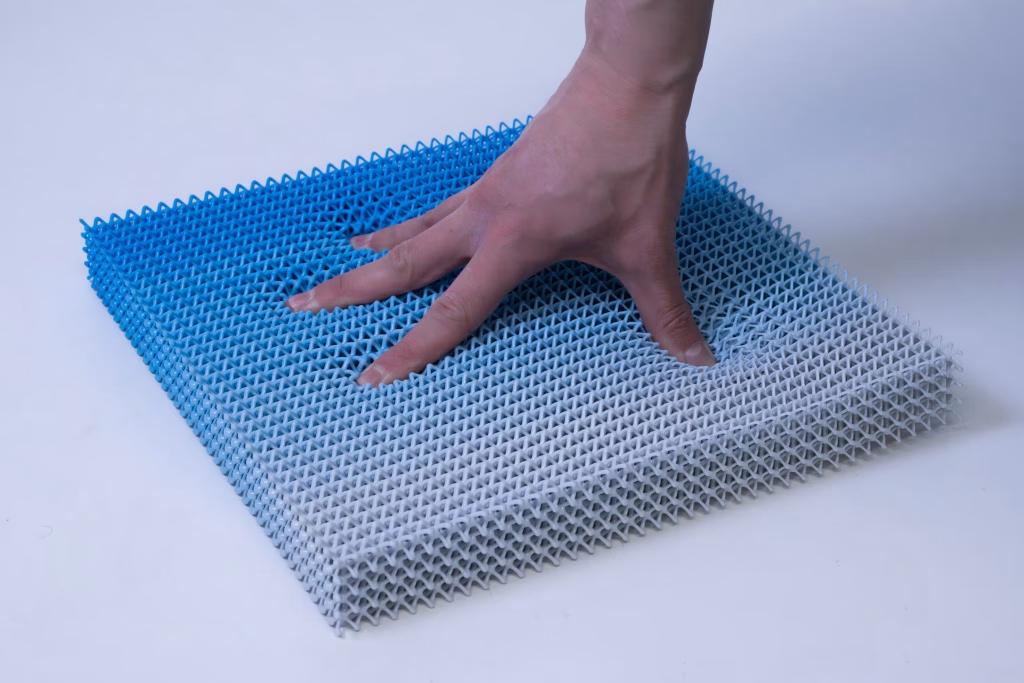
At RLP we understand geometries in two main categories, surfaces and single-line lattices. We can combine these two methods in a single print, however the lattice structures often are used for cushioning application like in the automotive industry, while the Swipe bag belongs to the surface category.
We apply this method of surface understanding to other applications such as prosthetic liners, medical devices, and multi- surface gaskets. To achieve the iconic Swipe bag geometry, RLP developed a methodology for discretizing surfaces into portions that are printed sequentially.
Through the development of this method, RLP has opened up numerous new applications with the ability to print parts that include multiple chambers, and flanges in one continuous print without extra support structures.

For someone new to Rapid Liquid Print, how would they know if their application is a good fit? What are the kinds of problems your process solves especially well?
RLP produces parts with 100% true platinum cure silicones with material properties that are comparable to injection molded products.
Therefore, applications that require soft elastomer parts in our printable range of Shore 00 50 to Shore 50 A are great RLP projects. We are especially suited for solving the problem of printing medium to large scale parts with our largest current build volume of around 1m x 1m x .5m.
Because of our Gravity Free Manufacturing (GFM) method, printing without need for supports as well as our non-planar toolpath strategies all decrease print times from days and hours to minutes making for impressive throughput.
RLP is not just a solution for prototyping, it is also available for production.
RLP enables forms that are difficult or impossible to achieve with other methods. What kinds of geometric or material freedoms does it offer—and what are some constraints designers need to keep in mind when working with it?
With our GFM, we are able to print parts with large overhangs and sequence prints to make parts that are composed of many intersecting subregions, including but not limited to geometries such as lattices with inflatable pockets or unsupported cavities that would be difficult or impossible with other 3D printing technologies or traditional injection molding as everything is printed in our proprietary support gel.

One of our unique advantages is the ability to print continuous and seamless gradients of different material hardnesses, colors, and surface finishes within a single isotropic part.
As an extrusion-based technology, there are some constraints with small feature sizes as there is the diameter of the extruder needle to consider and the length of nozzle that unlocks large build volumes but also effects how quickly material changes can be purged.
Designers may have to consider the best ways to address the desires for very small openings, surface features, and perfectly sharp corners differently. We have become experts at guiding others through designing for RLP manufacturing to help designers produce quality, functional parts allowing users to leverage RLP to produce parts with very smooth surface qualities and large quantities quickly.

What are you hoping to contribute to the CDFAM conversation this year, and what kinds of collaborations or questions are you hoping to explore with the broader community?
We look forward to sharing the process of bringing new manufacturing technologies to production across various industries and markets.
At RLP we are building our own full manufacturing business that includes the machine, software, and the development of materials. Furthermore, we are always interested in staying connected to the larger community to stay up to date with cutting edge software, hardware, design, and materials within the developing additive manufacturing industry.
As a company we look to keep an open discussion with what customers and designers are expecting in the computational design and advanced manufacturing community.
The door is always open for anyone who would like to discuss an existing or emerging application for silicone manufacturing or a related conversation in hardware and software development.

If you are interested in learning more about RLP’s gravity defying 3D printing process, get a feel for the amazing quality of the parts and meet with Hamilton and the RLP team in person, register to attend CDFAM Amsterdam July 9–10, 2025.






